
Как перемотать статор своими руками?
Когда речь заходит о перемотке статора, в подавляющем большинстве случаев, подразумевается ремонт инструмента. В качестве примера выполнения означенного процесса можно привести перемотку статора на болгарке.
Означенный процесс по замене обмоток в одной из частей электрического двигателя можно осуществить и бытовых условиях. Объяснить это можно полным повторением сгоревшей обмотки. То есть, выбирается точно такой же проводник, с точно такой же изоляцией.
По какой причине возникает пробой
Ниже представлены самые распространенные причины, которые так или иначе могут привести к выходу статора из строя:
- разрыв обормотки в результате перенапряжений;
- электрическое замыкание соседних витков;
- частично выгоревшая обмотка;
- нарушение изоляции.
Как правило, присутствует сразу несколько симптомов из означенного списка. Также наблюдается выход оборудования из строя, при существенном увеличении нагрузки на инструмент.
Любое нарушение эксплуатационных правил, технически может привести к поломке инструмента. Однако, если самое худшее произошло, это не означает, что придётся покупать новую болгарку.
Ведь значительно дешевле осуществить замену электрической обмотки (или сгоревшей её части) и продолжить эксплуатацию оборудования.
Подготовка к перемотке – удаление старой обмотки
Действительно, перед тем, как осуществить перемотку, необходимо подготовить статор. Для этого предварительно укладывают его в раскалённое масло. В результате изоляция (нередко используется электротехнический лак) размягчается.
Удаление выполняется при помощи металлической щётки.
После удаления становится понятно, каким проводом была осуществлена намотка на заводе. С отрезком этого провода идём на рынок и покупаем в точности такой (по техническим характеристикам).
Естественно, запрещается менять металл проводника. То есть, если обмотка была выполнена медным проводом, не стоит выбирать более толстый, но алюминиевый. Наша задача – максимально достоверно восстановить выгоревшую обмотку.
Наша задача – максимально достоверно восстановить выгоревшую обмотку.
Перематывать придётся вручную. Выводы должны быть сделаны ровно также, как они и были до инициирования процесса перемотки.
Смотрите также:
Специалист расскажет, как самостоятельно выполнить перемотку электрического двигателя в рабочем инструменте:
Установка обрезки обмоток статора УООС-901
Назначение УООС 901
УООС-901 установка обрезки обмоток статора предназначена для обрезки лобовой части обмоток статоров асинхронных электрических двигателей.
- ускорение процесса ремонта двигателей
- возможность осуществлять обрезку обмоток фланцевых двигателей и двигателей на лапах без дополнительных приспособлений
- безопасная обрезка лобовой части статора
- исключается повреждение корпуса двигателя
- обрезка производится без применения физического труда
Обрезка осуществляется вращающейся дисковой фрезой.
Обрабатываемый статор размещается на 3-х кулачковом патроне, фиксируется по внутреннему диаметру и вращается мотор-редуктором.
Шпиндель с фрезой опускается до уровня пакета железа статора. Включается вращения фрезы. С помощью маховичка (вручную) производится врезание в обмотку и прорезание ее на ширину лобовой части (по радиусу). Затем фиксируется радиальное перемещение фрезы и включается вращение патрона с закрепленным на нем статором. При этом происходит срезание лобовой части обмотки статора по всей окружности.
- шпиндель с дисковой фрезой;
- рама;
- статор;
- трехкулачковый патрон.
Технические характеристики УООС 901
| Параметр | Значение |
|---|---|
| Высота оси вращения статора электродвигателей серии 4А и АИР, мм | от 90 до 250 |
| Длина статора, мм | от 160 до 550 |
| Диаметр статора, мм | от 200 до 560 |
| Скорость вращения патрона со статором, об/мин | 0,25 |
| Диаметр фрезы, мм | 80, 100, 125, 160, 200 |
| Скорость вращения фрезы, об/мин | 900 |
| Питание | 380В, 50 Гц |
| Потребляемая мощность, кВт, не более | 2 |
| Габариты, мм | 1100х1150х2100 |
| Масса, кг, не более | 500 |
Механизированная намотка статоров совмещенным методом
Чтобы во время укладки не возникали перекрещивания проводов в пазах, чтобы осадить провода на дно паза и придать правильную конфигурацию лобовым частям катушек, применяют различную оснастку: фасонные шаблоны, крючья, отклоняющие рычаги.
Рис. 1. Движение проводоводи-теля при совмещенном методе намотки
Рис. 2. Схема образования витков на станках с формообразующими шаблонами лобовых частей (/—IV — положения проводоводителя при образовании одного витка)
Фасонные шаблоны используют, например, в станке ОС-16. Во время намотки при повороте головки в конечных положениях проводоводителя обмоточный провод попадает на криволинейную часть шаблона (положение /). При обратном движении проводоводителя (положения II и III) он натягивается, скользит по поверхности шаблона, осаживается на дно паза статора и укладывается на участок шаблона, форма и размер которого определяют расположение и форму лобовых частей катушки (положение IV).
Станки с оснасткой в виде фасонных шаблонов могут укладывать в пазы до 700 витков обмотки в минуту. Они применяются, например, для намотки равнокатушечных однослойных обмоток или обмотки машин малой мощности с явновы-раженными полюсами на статоре.
Для укладки концентрической обмотки используют станки с оснасткой в виде формообразующих крючьев, которые устанавливают с обоих торцов статора. Отличие их работы от станков с шаблонной обмоткой заключается в способе образования лобовых частей витков. Головка проводоводителя после того, как игла выйдет из паза за крючья (положение //), делает добавочное движение в сторону крючьев 3— «клевок» и при повороте забрасывает провод за них. После поворота на нужный угол головка возвращается в прежнее положение (III), двигается вдоль паза статора в обратном направлении и укладывает в паз вторую сторону витка. Провод в лобовой части утягивается и занимает предназначенное ему место.
Отличие их работы от станков с шаблонной обмоткой заключается в способе образования лобовых частей витков. Головка проводоводителя после того, как игла выйдет из паза за крючья (положение //), делает добавочное движение в сторону крючьев 3— «клевок» и при повороте забрасывает провод за них. После поворота на нужный угол головка возвращается в прежнее положение (III), двигается вдоль паза статора в обратном направлении и укладывает в паз вторую сторону витка. Провод в лобовой части утягивается и занимает предназначенное ему место.
Рис. 3. Схема образования витков на станках с оснасткой в виде формообразующих крючьев
Выйдя за крючья с другого торца статора, головка вновь делает «клевок» (положение IV), забрасывает провод за крючья и поворачивается, образуя вторую лобовую часть витка.
Более универсальными и производительными являются станки со сложными проводоукладчиками. В них формирование лобовых частей и осадка проводников на дно паза осуществляются с помощью отклоняющих рычагов и крючьев. Так работает, например, станок ОС-21. Сердечник статора закрепляется на станке в гнезде. К его торцам прижимаются обоймы с крючьями, которые служат для удержания лобовых частей катушек. Обмоточный провод с бухты через натяжное устройство поступает в проводоводитель, на котором укреплена обмоточная головка с иглами для укладки проводов в пазы статора и отклоняющими передними и задними рычагами. Отклоняющие рычаги шарнирно соединены со штоком, проходящим внутри проводоводителя. При поступательном движении проводоводителя шток неподвижен относительно него и занимает среднее положение, при котором отклоняющие рычаги сжаты. Когда проводоводитель достигнет крайнего переднего положения и останавливается, шток продолжает движение и с помощью шарниров раздвигает отклоняющие рычаги. При этом рычаги отводят обмоточный провод от торца статора, укладывают его на крючья оснастки и осаживают на дно паза. Проводоводитель с обмоточной головкой поворачивается на угол, соответствующий шагу катушки, и обмоточный провод занимает место, предназначенное для ее лобовой части.
Так работает, например, станок ОС-21. Сердечник статора закрепляется на станке в гнезде. К его торцам прижимаются обоймы с крючьями, которые служат для удержания лобовых частей катушек. Обмоточный провод с бухты через натяжное устройство поступает в проводоводитель, на котором укреплена обмоточная головка с иглами для укладки проводов в пазы статора и отклоняющими передними и задними рычагами. Отклоняющие рычаги шарнирно соединены со штоком, проходящим внутри проводоводителя. При поступательном движении проводоводителя шток неподвижен относительно него и занимает среднее положение, при котором отклоняющие рычаги сжаты. Когда проводоводитель достигнет крайнего переднего положения и останавливается, шток продолжает движение и с помощью шарниров раздвигает отклоняющие рычаги. При этом рычаги отводят обмоточный провод от торца статора, укладывают его на крючья оснастки и осаживают на дно паза. Проводоводитель с обмоточной головкой поворачивается на угол, соответствующий шагу катушки, и обмоточный провод занимает место, предназначенное для ее лобовой части.
Рис. 4. Схема образования витков на станках с помощью отклоняющих рычагов и крючьев
На рис. 5 показана кинематическая схема станка ОС-21. Статор закрепляется в гнезда. Крючья оснастки собраны в двух обоймах, которые во время, установки перемещаются в осевом направлении с помощью винтов, приводимых во вращение электродвигателем через цепную передачу. Проводоводитель с обмоточной головкой и отклоняющими рычагами получает возвратно-поступательное движение от кулисно-рычажного механизма и в двух крайних положениях при выходе иглы обмоточной головки из пазов имеет зоны покоя.
Рис. 5. Кинематическая схема станка ОС-21
Все операции, включая намотку катушек, изменение шага и переход на намотку следующих катушечных групп, осуществляются автоматически по составленной при наладке станка программе. Вручную производятся только установка и съем статора со станка. Станок рассчитан на одновременную намотку трех катушечных групп. Он предназначен для обмотки статоров электродвигателей серии 4А с внутренним диаметром статора 95— 145 мм и длиной сердечника статора 100—160 мм. Скорость намотки до 140 двойных ходов в минуту.
Скорость намотки до 140 двойных ходов в минуту.
Ремонт и перемотка статора генератора в С-Пб
Выполним работу
быстрее всех в
Санкт-Петербурге
Готовы работать
24 часа в сутки!
По предварительной договоренности
Возможен вывоз и доставка обратно
исправного оборудования.
Звоните!
Гарантия качества
ремонтных работ.
100% специалисты
Мы производим качественный ремонт и перемотку статоров генераторов в Санкт-Петербурге.
Когда речь заходит о ремонте статора генератора, то может подразумеваться множество различных электрических машин. Это могут быть машины постоянного или переменного тока, однофазные или трехфазные, синхронные или асинхронные, с различными видами возбуждения вращающегося магнитного поля.
Очень широк диапазон мощностей генераторов. Это может быть миниатюрный генератор системы зажигания ручной бензопилы, автомобильный генератор, генератор сварочного инвертора или генератор мощной дизельной генераторной установки (ДГУ) мощностью в несколько мегаватт.
Несмотря на колоссальные различия таких электрических машин, ремонт обмотки статора генератора у них имеет много общего.
Ремонт обмотки генератора. Методика и особенности
Любой ремонт статора электрической машины, будь то генератор или электродвигатель, начинается с тщательного осмотра. На этом этапе легко обнаруживаются видимые повреждения обмоток и изоляции. В дальнейшем с помощью приборов измеряется сопротивление изоляции обмоток, омическое сопротивление обмоток.
На основании осмотра и измерений делаются выводы о характере неисправности. Она может заключаться в обрыве обмоток, коротком замыкании, межвитковом замыкании. Исходя из выявленных неисправностей, определяются способы их устранения и объемы ремонтных работ. Например, может потребоваться полная перемотка статора генератора или только отдельной обмотки.
Например, может потребоваться полная перемотка статора генератора или только отдельной обмотки.
Следует заметить, что перемотка обмотки статора генератора очень трудоемкий процесс, практически все ремонтные операции выполняются вручную. Вручную удаляются обмотки, вышедшие из строя, вручную укладываются и изолируются новые обмотки. Чтобы добиваться отличного качества ремонта и укладываться в отведенные сроки персонал осуществляющий ремонт должен хорошо освоить технологию и иметь большой практический опыт. Обычно устойчивые производственные навыки нарабатываются годами.
В зависимости от мощности электрической машины обмотка статора генератора выполняется из эмальпровода или обмоточной шины. От их качества и качества изоляционных материалов во многом зависит надежность ремонта. Также качество ремонта во многом зависит от соблюдения технологии пропитки и сушки обмотки статора.
Отметим, что перемотка генератора и перемотка электродвигателей не имеют принципиальных отличий.
Ремонт обмоток статора компанией ООО «НЕВАДА»
Уже больше десяти лет наша компания присутствует на рынке ремонта электроэнергетического оборудования в Санкт-Петербурге и Ленинградской области. Мы принимаем заказы на ремонт различных электрических машин и аппаратов.
Наша компания производит ремонт генераторов, трансформаторов, электродвигателей. Один из самых востребованных видов ремонта это перемотка статора.
В последнее время нам поступает много заказов на ремонт генераторов таких производителей как Honda (Хонда), Huter (Хутер), Fubag, Hyundai (Хендай), Elitech, других мировых производителей. Наша фирма ремонтирует генераторы различного назначения:
Для качественного ремонта у нас имеется все необходимое. Ремонтные мастерские, оснащенные современными станками и оборудованием, опытный высококвалифицированный персонал, все необходимые для ремонта материалы. Нашим заказчикам мы гарантируем качественный ремонт в сжатые сроки.
Наши заказчики:
Заказать услугу
Перемотка электродвигателей своими руками | Полезные статьи
Несмотря на то, что электродвигатели – это очень надежное оборудование, их выход из строя не редкость. Учитывая их немалую стоимость, гораздо выгоднее выполнить ремонт, чем покупать новый агрегат. Некоторые умельцы при помощи несложных приспособлений делают это даже в домашних условиях. Однако стоить отметить, что перемотка электродвигателей требует специальных знаний и навыков. Предлагаем рассмотреть основные операции, которые необходимо проделывать при выполнении этих работ.
Некоторые умельцы при помощи несложных приспособлений делают это даже в домашних условиях. Однако стоить отметить, что перемотка электродвигателей требует специальных знаний и навыков. Предлагаем рассмотреть основные операции, которые необходимо проделывать при выполнении этих работ.
Ремонт промышленных электродвигателей осуществляется в специальных мастерских или цехах. Как правило, на каждом предприятии есть специальные службы, выполняющие эти работы. Учитывая, что вес промышленных э/двигателей нередко достигает сотен и даже тысяч килограммов, при их ремонте не обойтись без специального оборудования. Поэтому речь пойдет не о них, а о компактных промышленных и бытовых моделях, ремонт которых можно выполнить своими руками.
Обмоточные данные электродвигателя
Это очень важные параметры, влияющие на рабочие характеристики агрегата. Самый простой способ их получить – обратиться к соответствующим источникам, самый надежный из которых — паспорт изделия. Найти эту информацию можно и по маркировке двигателя с открытых источниках.
Паспортные данные электродвигателя должны включать следующее:
- Тип двигателя
- Количество фаз
- Частота (Гц)
- Номинальная мощность (Вт или кВт)
- Напряжение питания (В)
- Потребляемый ток (А)
- Число оборотов (об/мин)
- КПД двигателя
- Коэффициент мощности cosφ
- Степень защиты
- Класс изоляции
Количество катушек можно определить визуально, после разборки двигателя. Диаметр необходимого для перемотки эмальпровода замеряют штангенциркулем. А количество витков эмалированного провода можно определить во время снятия старой. Для этого обмотки проводов одной из катушек аккуратно разрезают и производят пересчет.
Ремонт и перемотка электродвигателей своими руками — последовательность действий:
- Отключение от питающей сети
- Демонтаж с места установки
- Демонтаж защитного кожуха охлаждающего вентилятора
- Демонтаж крыльчатки вентилятора
- Разборка электродвигателя
- Демонтаж ротора
- Демонтаж обмотки
- Очистка ротора и статора от грязи, нагара и остатков пропитки
- Укладка катушек в пазы
- Пропитка обмотки
- Сушка электродвигателя
- Проверка катушек омметром
- Сборка электродвигателя
- Пробный запуск
Перемотка статора
В качестве примера – перемотка асинхронного двигателя. Перед началом разборки корпус двигателя обычно протирают влажной ветошью и хорошенько высушивают. Намотка катушечных групп производится либо на специальном станке, либо вручную с использованием шаблонов. После того как катушки уложены в специальные пазы, их необходимо обвязать и соединить в единую цепь. После перемотки электродвигатель необходимо пропитать специальной пропиткой. Для этого корпус нагревают до температуры +40-+50°С и опускают в емкость с пропиточным лаком. После полного высыхания производится замер сопротивления катушек статора (полученные значения должны быть одинаковыми), а так же «прозвонка» катушек и корпуса на предмет пробоя. Затем двигатель собирают и производят пробный пуск.
Перед началом разборки корпус двигателя обычно протирают влажной ветошью и хорошенько высушивают. Намотка катушечных групп производится либо на специальном станке, либо вручную с использованием шаблонов. После того как катушки уложены в специальные пазы, их необходимо обвязать и соединить в единую цепь. После перемотки электродвигатель необходимо пропитать специальной пропиткой. Для этого корпус нагревают до температуры +40-+50°С и опускают в емкость с пропиточным лаком. После полного высыхания производится замер сопротивления катушек статора (полученные значения должны быть одинаковыми), а так же «прозвонка» катушек и корпуса на предмет пробоя. Затем двигатель собирают и производят пробный пуск.
Перемотка якоря
Процесс перемотки коллекторных двигателей почти не отличается от статорных за исключением некоторых нюансов. Как правило, в них чаще всего проблемы возникают в обмотке ротора. Соответственно, на перемотку чаще всего отправляют якорь. Кроме того, сам якорь после перемотки необходимо отбалансировать. Для этого понадобятся специальные станки и приспособления.
Для этого понадобятся специальные станки и приспособления.
Ремонт и перемотка электродвигателей – достаточно непростой и трудоемкий процесс. Возможно ли делать перемотку электродвигателей в домашних условиях? Возможно, но для этого необходима соответствующая квалификация и оборудованная всем необходимым мастерская. Выполнять такую работу «на коленке» — пустая трата времени.
Перемотка статора асинхронного электродвигателя. Фото и видео
Автор newwebpower На чтение 12 мин. Просмотров 2.4k. Опубликовано Обновлено
Асинхронные электродвигатели небольшой мощности (до нескольких киловатт) часто применяются в различных бытовых электроприборах и используются мастерами в качестве привода самодельного оборудования.
Хоть асинхронные электромоторы самые надежные и неприхотливые, но и они иногда выходят из строя, а мастера в поиске комплектующих для своих самоделок, часто находят сгоревшие электродвигатели почти за бесплатно.
Не желая тратиться на дорогостоящую починку двигателя в мастерской, многие энтузиасты решаются делать механический ремонт и электрическую перемотку электродвигателей своими руками.
После исключения механических неисправностей асинхронного электродвигателя, поиск и ремонт которых описаны в одной из статьей данного ресурса, причину чрезмерного нагрева и недостаточных оборотов электромотора следует искать в его электрической части. У асинхронных электродвигателей с короткозамкнутым ротором, которые наиболее популярные в быту, в отличие от коллекторных электромоторов отсутствуют щетки и якорные обмотки, поэтому в подавляющем большинстве случаев причина неисправности кроется в обмоточных проводах статора.
Сгоревшие обмотки электродвигателяПрозвонка обмоток статора
Устройство асинхронных электродвигателей, а также их подключение и проверка были описаны в предыдущих статьях данного сайта в разделе об электрических двигателях. Очень коротко нужно напомнить:
- Между выводами обмоток и корпусом сопротивление должно быть как можно большим;
- у трехфазных асинхронных электродвигателей сопротивление всех обмоток должно быть одинаковым;
- у однофазных асинхронных двигателей сопротивление рабочей обмотки должно быть меньше, чем у пусковой.


Точные параметры сопротивлений обмоток необходимо узнать из бумажного паспорта электродвигателя, из сети Интернет или из справочников. Поскольку у обмоток асинхронных электродвигателей с мощностью от нескольких киловатт сопротивление весьма низкое (в пределах десятка Ом и меньше), то выявить различия при проверке обмоток будет крайне трудно при использовании обычных цифровых или стрелочных мультиметров. Поэтому используют метод с добавочным источником напряжения и реостатом.
Измерение сопротивления обмотки при помощи источника напряжения, реостата и вольтметраМесто межвиткового замыкания в обмотках асинхронного электродвигателя можно узнать, подключив горизонтально размещенный статор без ротора к пониженному трехфазному напряжению и поместив вовнутрь стальной шарик. Вращающееся электромагнитное поле исправных обмоток будет гонять шарик по внутренней окружности статора. Если же где-то в обмотках имеется межвитковое замыкание, то в этом месте шарик примагнитится.
Иногда случается заводской брак при пайке или сварке, приводящий к разрыву соединения выводов обмоток статора в легкодоступном месте, что делает ремонт электродвигателя достаточно простым. Но чаще всего межвитковое замыкание или обрыв обмотки случается в пазах статора, что требует полной перемотки электромотора. Перемотка обмоток асинхронного двигателя является сложным делом, и требует наличия идентичного обмоточного провода, навыков и инструментов.
Перемотка обмоток статора мощного электродвигателя в мастерскойПоэтому, если имеется асинхронный электродвигатель с явными признаками обрыва обмотки или межвиткового замыкания, без наличия оборудования, провода и навыков для перемотки, разбирать корпус имеет смысл, если это упростит работу специализированному мастеру, и уменьшит общую стоимость ремонта. Сам статор без ротора и торцевых крышек примерно вдвое легче, чем весь электромотор, что также может оказаться немаловажным при транспортировке к месту ремонта.
Демонтаж электродвигателя
Отключив электродвигатель можно приступать к его демонтажу вручную или при помощи подъемного устройства. Для этого нужно открутить болты крепления и отсоединить вал двигателя от ведомого механизма. В зависимости от предназначения на валу двигателя может быть плотно посажен шкив, шестерня, или червячная передача, для их съема предназначен специальный инструмент – съемник. На торце в центре вала двигателя предусмотрено углубление, предназначенное для резьбового штыря съемника.
При демонтаже электродвигателя может понадобиться подъемное приспособлениеКак правило, съемник имеет три зацепа, которыми нужно обхватить снимаемый шкив или шестеренку, прокручивая рукой резьбовой штырь, упирающийся в вал, добиваясь плотного захвата. Затем нужно зафиксировать вал двигателя трубным ключом, поворачивая винт при помощи рычага. Плотно посаженный шкив должен сходить с вала мелкими рывками, сопровождающимися характерным поскрипыванием.
Съемник для снятия шкивов с вала двигателяНе рекомендуется удерживать съемник руками, хватаясь за его зацепы – от приложенного усилия противодействия силе, закручивающей упорный винт, захваты могут слететь, причинив травму.
После освобождения вала асинхронного двигателя нужно снять его заднюю защитную крышку и демонтировать вентилятор, ослабив винт крепления. Если крыльчатка вентилятора туго сидит на валу, ее также можно снять при помощи съемника. Затем можно снимать торцевые крышки электродвигателя, которые центруют ротор, поэтому запрессованы в проточку в кожухе статора.
Разборка корпуса электродвигателя и осмотр статора
Рекомендуется торцевые (лобные) крышки также снимать при помощи съемника, так как они плотно посажены на подшипники. Но, если съемника нет, или он не подходит, то применяют «народный» метод, вставляя мощную отвертку в паз с разных сторон, поддевая крышку. Подставив отвертку под углом, ударяют по ней молотком. Нужно равномерно ударять с разных сторон крышки, чтобы не было перекосов. Работать надо осторожно, чтобы не разбить крышку, не повредить обмотки внутри, и не покалечиться.
Подставив отвертку под углом, ударяют по ней молотком. Нужно равномерно ударять с разных сторон крышки, чтобы не было перекосов. Работать надо осторожно, чтобы не разбить крышку, не повредить обмотки внутри, и не покалечиться.
Снимать торцевую крышку нужно только с лобной стороны, так как ротор с тыльной крышкой легко выйдет из статора. Поломки в короткозамкнутом роторе крайне редки, поэтому его можно отложить в сторону, занявшись обмотками статора. Уже с одного взгляда на обмотки можно понять суть проблемы – если все, или часть проводов почернела, то потребуется перемотка статора электродвигателя. При отсутствии почернения на проводах, в случае обнаружения омметром обрыва, следует внимательно осмотреть места соединений обмоток.
Часть обмоток почернела от перегрева — данному статору требуется перемоткаСоединения обмоток асинхронного двигателя могут быть незаметны на первый взгляд, так как они заизолированы и закреплены при помощи бандажа. Понадобится изучить схему соединения обмоток, так как у асинхронных двигателей они соединяются по-разному, в зависимости от количества полюсов, о которого зависит скорость электродвигателя. Изучив строение конкретной модели асинхронного двигателя, и найдя все соединения обмоток, нужно убедиться, что у них надежный контакт.
Понадобится изучить схему соединения обмоток, так как у асинхронных двигателей они соединяются по-разному, в зависимости от количества полюсов, о которого зависит скорость электродвигателя. Изучив строение конкретной модели асинхронного двигателя, и найдя все соединения обмоток, нужно убедиться, что у них надежный контакт.
Этапы перемотки асинхронного двигателя
Как правило, на данном этапе ремонта асинхронных двигателей большинство домашних мастеров останавливаются и обращаются к специалистам. Но, многие энтузиасты продолжают ремонт, и пробуют самостоятельно перемотать обмотки электродвигателя. Понятие «перемотка» не совсем точно отображает суть процесса – вначале удаляют старые обмоточные провода, затем мотают на намоточном устройстве мотки из новых проводников, после чего намотанные витки обновленной обмотки укладывают в пазы статора.
Удаление старых обмоток статора
Для удаления старых обмоток вначале нужно разрезать ножом все бандажные веревки и клеевые крепления, очистить провода от копоти и грязи, не разрывая электрических соединений, с которых также нужно снять изоляцию. Затем нужно сфотографировать соединение выводов электромотора и обмоток статора с двух сторон, чтобы потом в точности повторить подключения. Также потребуется составить схему подключения обмоток, или узнать из справочника.
Сфотографировать соединения обмотокПри помощи подходящего пробойника выбивают деревянные (или текстолитовые) колышки с пазов магнитопровода статора. Демонтировав все колышки, удаляют изоляционные прокладки, обнажая провода обмоток, которые склеены лаком. Находят крайний провод от места соединения и оттягивают к центру статора, отклеивая от остальной обмотки. Затем берут следующий виток, и также высвобождают, один за другим, пока весь паз не освободится до изоляционной прокладки.
Затем освобождают следующий паз, двигаясь по кругу. Таким образом, можно понять принцип намотки обмоток, и что более важно – сфотографировать их расположение и подключение, чтобы потом разместить новые обмотки в нужном порядке, а сгоревший провод использовать как крепежную проволоку в хозяйстве. Ручное разматывание обмоток будет полезно начинающему, хотя опытные мастера перемотки срезают зубилом провода у торцов статора намного быстрее.
Срезание обмоток при помощи молотка и зубилаНамотка и укладка обмоток статора
При разматывании обмоток необходимо запомнить количество витков в каждой обмотке, а также измерить длину и ширину образовавшегося мотка. Затем нужно приобрести обмоточный медный провод с идентичным поперечным сечением и необходимыми электротехническими характеристиками изоляции.
Катушки намоточного провода для перемотки электродвигателейВ сети Интернет имеется много обучающих видео по самостоятельной перемотке статорных обмоток асинхронного электродвигателя, но для первого раза также не лишними будут консультация и подсказки опытного мастера перемотки эл двигателей.

Перед ремонтом электродвигателя проводится его дефектация — термин, означающий поиск дефектов, трещин, изъянов в различных узлах двигателя. В отношении перемотки обмоток статора дефектация означает поиск царапин и вмятин в шихтованном магнитопроводе, замкнутые пластины которого ухудшают общие характеристики электромотора. Мастера перемотки также дефектацией называют подбор параметров обмотки соответственно габаритам статора.
Внимательно осмотреть статор для поиска дефектов и поврежденийПодготовка пазов и провода
В пазы статора вставляют новые изолирующие прокладки – данный процесс называется гильзованием. Прокладки вырезаются из специального электротехнического изоляционного материала. Необходимую толщину, термостойкость и диэлектрическую прочность изоляционного материала определяют по справочнику, зная параметры ремонтируемого асинхронного электродвигателя.
В пазах статора установлены изоляционные прокладкиСледующий этап мастера называют дефектацией параметров обмотки асинхронного электродвигателя – по габаритам статора, исходя из таблиц специальных справочников, определяют параметры обмоточного провода и количество витков. Если количество витков каждой обмоточной группы (мотка) было подсчитано ранее, и нужного справочника нет под рукой, данный шаг можно пропустить, надеясь на свою скрупулезность.
Если количество витков каждой обмоточной группы (мотка) было подсчитано ранее, и нужного справочника нет под рукой, данный шаг можно пропустить, надеясь на свою скрупулезность.
Далее производят намотку катушечных групп специальным изолированным медным проводом, который поставляется в катушках. При приобретении намоточного провода нужно удостовериться в качестве изоляционного покрытия и соответствия диаметра указанному в документах значению. Проверяют толщину провода при помощи микрометра или наматывают некоторое число витков на карандаш вплотную и измеряют в миллиметрах длину образовавшейся катушки. Разделив длину катушки на количество витков, получают диаметр провода.
Намотка и укладка обмоток в пазы статора электродвигателя
В мастерских намотку катушечных групп (всыпных обмоток) производят специальным намоточным станком, в котором имеется счетчик для подсчета витков и раздвигаемые продолговатые колодки различных размеров для придания моткам нужной формы. В домашних условиях из подходящего материала мастерят колодку для намоточного устройства с ранее измеренными размерами или в соответствии с параметрами катушки из справочника.
В домашних условиях из подходящего материала мастерят колодку для намоточного устройства с ранее измеренными размерами или в соответствии с параметрами катушки из справочника.
Установив барабан на ось с рычагом, наматывают необходимое количество витков каждой катушечной группы – здесь очень важно не ошибиться в счете. Намотав необходимое количество витков, провода временно связывают, чтобы они не растрепались
Укладку катушечных групп производят на столе с мягким покрытием, чтобы случайно не поцарапать изоляционный лак сформированных витков. Продев моток внутрь статора, разрезают временный бандаж и укладывают обмотки в пазы, поддевая провода поочередно через узкий зазор. Направляют обмоточные провода деревянным приспособлением в виде тупого ножа. Уложив катушечную группу в паз статора, ее обвязывают, вставляют прокладку и фиксируют, вбивая с торца статора специальный колок по всей длине паза. Затем переходят к следующей катушечной группе, согласно схеме намотки.
Затем переходят к следующей катушечной группе, согласно схеме намотки.
Бандаж и подключение обмоток
После укладки обмоток во все пазы, между мотками вставляют специальные междукатушечные изоляторы в виде полос из изоляционного материала, затем приступают к обвязке катушечных групп. Обвязку (бандаж) производят вначале с тыльной части статора специальной веревкой, продевая ее крючком через петли обмоток, стягивая провода и междукатушечные изоляторы, стараясь, чтобы изоляционный материал не соскользнул из установленного места.
Установка изоляционного материала между обмоткамиПосле укладки обмоток с лобной стороны статора будет торчать много выводов катушечных групп, которые соединяются согласно схеме подключения или идентично сделанной ранее фотографии. На данном этапе очень важно не перепутать выводы уже уложенных мотков обмотки, поэтому провода отгибают радиально и соединяют скруткой для последующей сварки. При пайке соединений есть риск расплавления припоя и потери контакта от вибрации.
При пайке соединений есть риск расплавления припоя и потери контакта от вибрации.
После подключения всех катушечных групп обмотки, можно проверить правильность подключения, измеряя сопротивление на выводах и пробой на корпус. После проверки статор электродвигателя разогревают до нужной температуры (около 50ºC) и пропитывают специальным лаком способом полного погружения. При таком способе пропитки лак проникает во все пазы и пустоты, обеспечивая механическую прочность обмоток и дополнительную диэлектрическую изоляцию. Перемотанный статор окунают в горячий лак
Проверка обмоток и сборка двигателя
После пропитки статоры устанавливают в сушильные камеры для просушки на несколько часов при температуре до 130ºC. В процессе высыхания лака, обмотки, изоляционный материал и бандаж становятся единой прочной упругой конструкцией, стойкой к влияниям влаги, пыли и механических нагрузок.
После остывания двигателя проводят финальную проверку обмоток мегомметром и омметром, проверяя диэлектрическую прочность изоляции (пробой) и целостность обмоток. Сопротивления обмоток трехфазного асинхронного электродвигателя должны совпадать с допуском 0,3 Ом для небольшого электромотора мощностью 1-3 кВт.
Выводы электродвигателя выводят в клеммник и подключают к клеммам. Вставляют ротор и запрессовывают крышки, фиксируя их винтами. Конечной проверкой является испытание асинхронного электродвигателя сетевым напряжением в течение нескольких минут. Ровное и монотонное гудение работающего электромотора, а также одинаковый ток во всех трех фазах укажет на правильность произведенной перемотки асинхронного двигателя.
Ремонт и перемотка электродвигателей за .
Ремонт и перемотка электродвигателей
Наша компания предлагает услугу по ремонту и перемотке электродвигателей. Выход из строя электрических моторов – проблема неединичная, нередкая. Новое подобное оборудование стоит дорого, поэтому восстановление двигателя с помощью перемотки является востребованной операцией. Мы делаем это быстро, качественно и недорого.
Выход из строя электрических моторов – проблема неединичная, нередкая. Новое подобное оборудование стоит дорого, поэтому восстановление двигателя с помощью перемотки является востребованной операцией. Мы делаем это быстро, качественно и недорого.
Этапы перемотки
Проводить подобные восстановительные ремонтные работы без специального оборудования невозможно. Также для гарантированного положительного результата следует доверять работу опытным квалифицированным мастерам.
Ремонт асинхронных машин начинается с демонтажа
- отключить механизм от источника питания
- снять двигатель с основания
- освободить охлаждающий вентилятор от защитного кожуха
- демонтировать крыльчатку, снять торцевые крышки
- вытащить ротор
- снять бандажный крепеж и изоляцию в местах присоединения проводов
- сбить верхушки с торцов статора, освободить пазы
- очистить статор
Иногда нам в сервисный центр привозят статоры в уже освобожденном, разобранном виде. Это уменьшает стоимость работы, но увеличивает риск повредить механизм. Перемотка начинается с гильзования и установления обмоточных данных по марке двигателя.
Это уменьшает стоимость работы, но увеличивает риск повредить механизм. Перемотка начинается с гильзования и установления обмоточных данных по марке двигателя.
- намотать необходимое количество витков с помощью специального станка
- уложить катушечные группы в пазах, закрепить, обвязать (делается вручную)
- нагретый примерно до 50оС агрегат опустить в пропиточный лак, просушить
- протестировать на стенде
- собрать
На этапе демонтажа хорошим подспорьем может стать средство малой механизации – обычный съемник. Качественная намотка возможна только с использованием специального оборудования. Поэтому этот ответственный процесс лучше доверить специалистам. Мы имеем все необходимое оборудование и даем гарантию на свою работу.
Как перемотать статор двигателя
Как перемотать статор двигателя
Статор является неподвижной частью двигателя и иногда выходит из строя из-за перегрева, неисправности подшипников или попадания внутрь двигателя постороннего предмета. После повреждения старые катушки необходимо заменить новыми. Независимо от того, хотите ли вы перемотать двигатель постоянного тока (постоянного тока) или двигателя переменного тока (переменного тока), необходимо выполнить три основных шага.
После повреждения старые катушки необходимо заменить новыми. Независимо от того, хотите ли вы перемотать двигатель постоянного тока (постоянного тока) или двигателя переменного тока (переменного тока), необходимо выполнить три основных шага.
Удаление катушек
Старые катушки удаляются путем разрезания катушек и последующего удаления медных проводов со статора.Вы также можете сначала нагреть статор, чтобы сделать лак более мягким.
Намотка новых катушек
Вы можете намотать новую катушку любым из этих трех способов.
Намотка вручную: Самостоятельная намотка катушки является обрядом для серьезного энтузиаста бытовой электроники. Если ваша катушка состоит из более чем нескольких витков, вы обнаружите несколько вещей: действительно трудно тщательно удерживать конверты ровными, а боковая обмотка требует много времени. Чтобы сделать работу и быстро, вам нужно использовать центр, чтобы намотать катушку вокруг — эти сердечники называются оправками или бобинами. Они могут быть деревянными или металлическими, и в них должен быть зазор, просверленный на одном конце, чтобы закрепить трос. Закрепите оправку на верстаке так, чтобы ее можно было провернуть рукояткой, затем подайте проволоку на оправку с катушки, на которой происходит проволока. Вам нужно надеть перчатки и приложить усилия, чтобы поддерживать постоянное давление, хорошо поворачивая оправку.
Они могут быть деревянными или металлическими, и в них должен быть зазор, просверленный на одном конце, чтобы закрепить трос. Закрепите оправку на верстаке так, чтобы ее можно было провернуть рукояткой, затем подайте проволоку на оправку с катушки, на которой происходит проволока. Вам нужно надеть перчатки и приложить усилия, чтобы поддерживать постоянное давление, хорошо поворачивая оправку.
Намотка сверлом: Использование ручной дрели значительно ускорит работу — вам не нужно тело, чтобы нести оправку, так как намотка сверла выполняется без стабилизирующей платформы.Вставьте один конец оправки в патрон дрели и затяните его вниз. При использовании дрели вам понадобится металлическая оправка, потому что патрон дрели сломает деревянную оправку. Работайте дрелью, одновременно подавая проволоку с катушки на вращающуюся дрель. Немного потренировавшись, вы сможете создавать простые и удобные ярусы, перенаправляя кабель в конце каждой части. Ношение перчаток для намотки дрели может быть опасным, так как перчатку легко запутать в петлях.
Зажим для намотки: Зажим для намотки представляет собой раму из настоящего дерева, которая удерживает сверло с удлиненным стержнем и имеет опору на другом конце стержня, чтобы он мог свободно вращаться. Вы должны провести провод от обеих частей сеялки вниз к земле и сделать простую деревянную ножную замену с посевным сезоном, который поддерживает поворот открытым, пока вы не наступите на него. С хорошо сбалансированной вращающейся оправкой (зажигаемой ногами) у вас есть обе руки, чтобы подавать проволоку на вращающуюся оправку.На самом деле безопасно носить перчатки с приспособлением для намотки, так как легко регулировать расстояние между руками и оправкой — кроме того, легко поддерживать постоянное натяжение, и это означает, что вы получаете улучшенную катушку.
Лакирование свеженамотанного статора
После того, как катушки намотаны и закреплены в статоре, его необходимо покрыть лаком, чтобы обмотка не разошлась. Сначала нужно залить катушки лаком, а затем запечь при 300 градусах в течение 6 часов.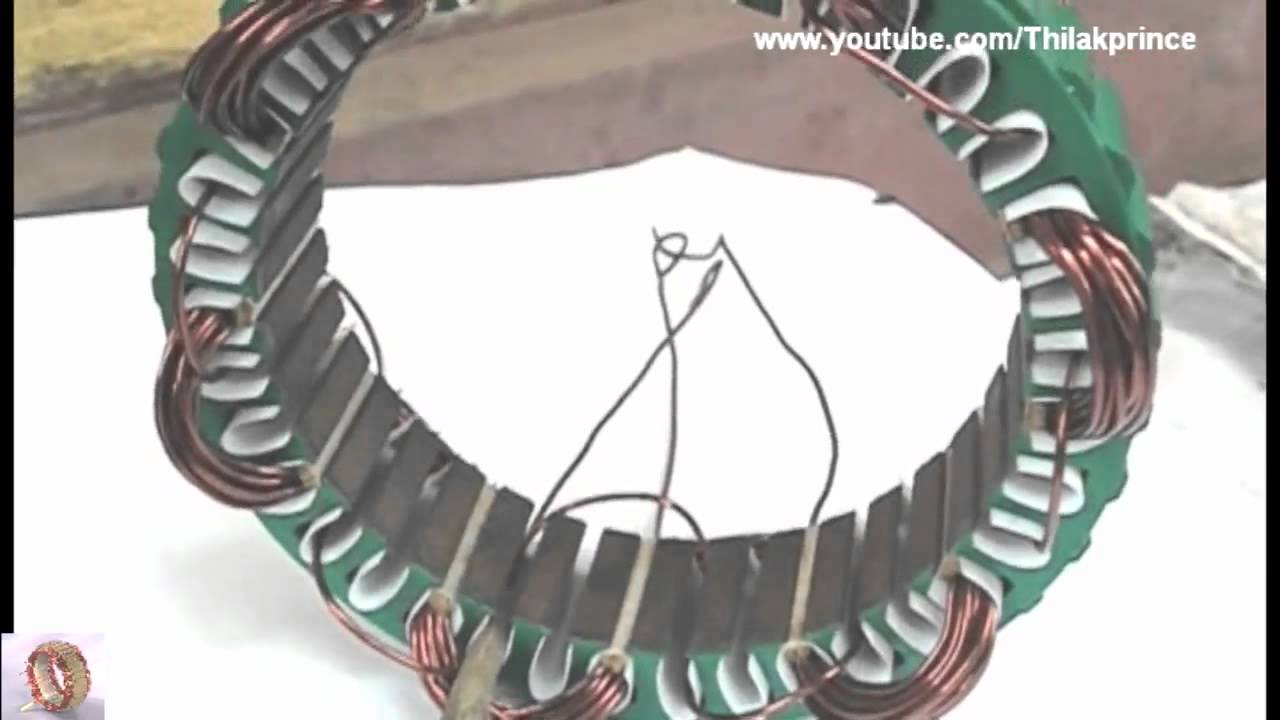 Его можно повторить для достижения дополнительной жесткости. Вы также можете добавить отвердитель в лак, чтобы сделать его более твердым.
Его можно повторить для достижения дополнительной жесткости. Вы также можете добавить отвердитель в лак, чтобы сделать его более твердым.
Перемотка автомобильного генератора
Перемотка автомобильного генератораMTM Scientific, Inc.: Как перемотать статор генератора
Базовый автомобильный генератор представляет собой удивительно адаптивный генератор электричества. В проектах ветряных мельниц часто используются автогенераторы из-за их доступность, низкая стоимость и прочная механическая конструкция.К сожалению, стандартные генераторы обычно требуют высоких оборотов для работы. производить Питание 12 В постоянного тока. Одна из возможностей увеличения напряжения на низких оборотах вывод устанавливает статор более высокого напряжения, как описано в нашем Буклет генератора. Такой модификация приблизительно удвоит выходное напряжение для данного RPM.
Значительно более высокое выходное напряжение может быть
достигается намоткой «специального
назначение» статора. Ручная намотка статора не представляет особой сложности, а
Это
требуется всего несколько часов усилий.
Ручная намотка статора не представляет особой сложности, а
Это
требуется всего несколько часов усилий.
Далее следует краткое описание основных статор проект обмотки, с некоторые полезные советы, подсказки и данные о производительности.
Генератор: Начнем с Delco-Remy автомобильный генератор. Этот конкретной моделью является 10-DN, в которой используется внешнее напряжение регулятор. Этот генератор использовался на автомобилях GM в 60-х и 70-х годах. То генератор разбирается довольно легко, а статор (как показано) является просто удалил.
Можно удалить медный провод из
существующий статор и перемотать
такое же ядро. Тем не менее, повторно изготовленные голые сердечники доступны для
это
статора генератора, и сделать процесс намного проще. Обратите внимание на
бумага
изоляция в пазах обмотки. Изоляция щели должна быть
приклеил на место 5-минутной эпоксидной смолой. Для упрощения намотки это
полезно для
установить
Деревянные штифты диаметром 3/16 дюйма (длиной 1,5 дюйма) вставьте в пазы, как показано на рисунке.То
колышки создают прекрасную форму обмотки для направления провода. То
колышки
впоследствии снимаются для намотки второй и третьей фаз.
Для упрощения намотки это
полезно для
установить
Деревянные штифты диаметром 3/16 дюйма (длиной 1,5 дюйма) вставьте в пазы, как показано на рисунке.То
колышки создают прекрасную форму обмотки для направления провода. То
колышки
впоследствии снимаются для намотки второй и третьей фаз.
Поддерживайте сердечник статора горизонтально примерно на Таблица высота, обеспечивающая свободный доступ к верху и низу. Приподнятые гребни на статоре основной помогите с джигом. Обмотка первой фазы занимает серпантин дорожка показан черным (негабаритным) проводом. Это называется волна обмотка.Внимательно осмотрите оригинальные обмотки статора и дубликаты. их размера, расположения и общей формы… В противном случае новый статор может не соответствовать в корпусе!
Важно зарезервировать место для следующих двух
фазы. Фотография
показана типичная обмотка первой фазы (штифты удалены). Секунда
и
обмотки третьей фазы идентичны, за исключением того, что они сдвинуты на одну
слот
каждый. После намотки катушки можно зафиксировать с помощью 5
минута
эпоксидная смола.Щели заполнены силиконовым герметиком для обеспечения
механический
поддержка и электрическая изоляция. 3 стартовых отведения
спаян
вместе. 3 концевых провода снабжены кольцевыми проушинами для
вложение
внутри корпуса генератора. Это называется «WYE»
конфигурация.
Секунда
и
обмотки третьей фазы идентичны, за исключением того, что они сдвинуты на одну
слот
каждый. После намотки катушки можно зафиксировать с помощью 5
минута
эпоксидная смола.Щели заполнены силиконовым герметиком для обеспечения
механический
поддержка и электрическая изоляция. 3 стартовых отведения
спаян
вместе. 3 концевых провода снабжены кольцевыми проушинами для
вложение
внутри корпуса генератора. Это называется «WYE»
конфигурация.
Конечные результаты: в этом примере статор был намотан. с участием 81 фут калибра 22 медный провод на фазу. При загрузке на испытательном стенде генератор генерируется 12 В пост. тока при 360 об/мин, с полным возбуждением.Это значительный улучшение, учитывая, что стандартный сердечник статора требует около 1000 об/мин.
ПРОСТИТЕ: ЭТОТ ПУНКТ ПРОДАНО
MTM Scientific, Inc…. Неизолированный статор Ядро
Этот голый сердечник статора идеально подходит для экспериментов
перемотка автомобильных генераторов. Этот сердечник подходит для стандартного генератора Delco-Remy, используемого GM в
транспортные средства
60-х и 70-х годов.(обычно называется 10-DN или 10-SI
генераторы…
Самый популярный из когда-либо созданных генераторов.) Сердечник статора включает в себя
в
бумажная изоляция слотов. Состояние
нетронутый. Перемотка
статор генератора не сложен, и он открывает мир
дизайн
возможности для вашего проекта. Обратите внимание, что наша цена
включает
перевозки.
Этот сердечник подходит для стандартного генератора Delco-Remy, используемого GM в
транспортные средства
60-х и 70-х годов.(обычно называется 10-DN или 10-SI
генераторы…
Самый популярный из когда-либо созданных генераторов.) Сердечник статора включает в себя
в
бумажная изоляция слотов. Состояние
нетронутый. Перемотка
статор генератора не сложен, и он открывает мир
дизайн
возможности для вашего проекта. Обратите внимание, что наша цена
включает
перевозки.
СЕРДЕЧНИК СТАТОРА С ОГРАНИЧЕННЫМ ОБОРУДОВАНИЕМ (CAT # BSC)……………………………$XX.XX Почтовые расходы оплачены
ПРОСТИТЕ: ЭТОТ ПУНКТ ПРОДАНО
Нажмите здесь, чтобы просмотреть другие Продукция MTM Scientific, Инк.
Трансформаторы и двигатели — Ручные намоточные машины | |||
ИТ. 0463.А 0463.А | Намоточный станок для производства обмоток электродвигателей | ЭТО.0463.B | Машины для намотки мотков электродвигателей и обмоток ротора 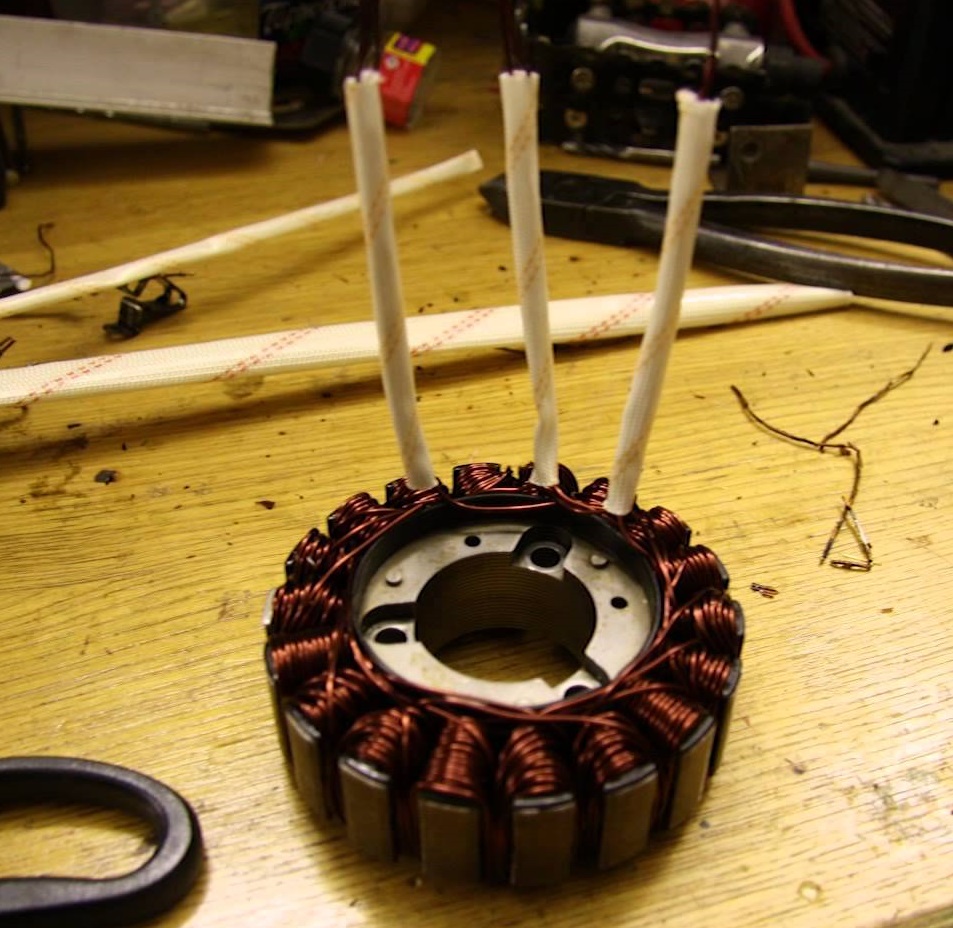 2 Пары линейных оправок диам. 40/80 мм с 6 канавками; 2 Пары линейных оправок диам. 40/80 мм с 6 канавками;Дополнительный аксессуар: |
Машины для намотки трансформаторов | |||
ИТ.0461-1 | Намоточный станок для линейных обмоток без направляющей для проволоки  1 простой механический счетчик оборотов с 5 цифрами; 1 простой механический счетчик оборотов с 5 цифрами; | ИТ.0461-2 ПДФ | Намоточный станок для линейных обмоток с направляющей для проволоки |
ИТ. 0461-3 0461-3 | Намоточный станок для линейной намотки без автоматической направляющей для проволоки Дополнительный аксессуар: | | |
Трансформаторы и двигатели — Аксессуары для намоточных машин | |||
ЭТО. 0472.З 0472.З | IT.0472.Z1 Держатель статора для установки катушки Для двигателей мощностью до 4 кВт макс. сила. Очень удобно для вставки катушки в гнездо электродвигателя. IT.0472.Z2 Для двигателей мощностью до 10 кВт.Очень удобно для вставки катушки в гнездо электродвигателя. | ИТ.0473 | Набор для ручного извлечения катушки  |
| ИТ.0474 | Станок для обрезки статора Быстрое и легкое снятие головок катушек статора | ИТ. 0475 0475 | Станок для вставки катушек в статор Станок для намотки мотков электродвигателей, для ремонта и строительства малых серий. Вставной станок позволяет вставлять мотки в статоры размером MEC — IEC 56-132 (0,09-:-9 кВт). без использования инструментов, привязанных к блоку ламинирования. Для статора MEC 90-36 4 полюсных слота 8-1012 шаг намотки, шесть слотов одновременно могут быть вставлены одновременно. Общее время намотки каждого статора составляет 10-15 минут. Кроме того, машина позволяет вставлять мотки в специальные двигатели, в которых чрезмерная длина статора блока и его малый внутренний диаметр не позволяет оператору иначе действовать вручную. |
Роботизированная намотка кабеля статора — ScienceDirect
https://doi.org/10.1016/j.rcim.2018.04.009Получить права и содержание подтверждено.
Высококачественная обмотка преобразователя волновой энергии Уппсальского университета.
Обеспечивается высокая гибкость для различных моделей обмотки и конструкции статора.
Простой, но мощный пользовательский интерфейс облегчает будущую промышленную реализацию.
Для дальнейшего повышения надежности модуля робота требуется дополнительная работа.
Abstract
Автоматизированная сборка обмотки статора уже давно доступна для малых и средних обычных электрических машин.Намотка кабеля является альтернативной технологией, разработанной, в частности, для машин среднего и большого размера. В этой статье мы подробно представляем, оцениваем и проверяем первое полностью автоматизированное оборудование для сборки обмотки кабеля статора. На основе обширной предыдущей работы и опыта был построен полномасштабный прототип роботизированной ячейки для намотки кабеля статора, который использовался в экспериментах. В то время как прототип роботизированной ячейки адаптирован для третьего поколения конструкции статора генератора преобразователя волновой энергии Университета Упсалы, метод намотки может быть адаптирован для других конструкций статора.Представленная роботизированная ячейка очень гибкая и хорошо подготовлена для будущей интеграции в интеллектуальную производственную линию. Указана потенциальная экономия средств по сравнению с ручным заводом, что является непосильной задачей. Однако необходима дальнейшая работа для повышения надежности роботизированной ячейки, особенно когда речь идет о предотвращении перекручивания намотки кабеля во время сборки.
В то время как прототип роботизированной ячейки адаптирован для третьего поколения конструкции статора генератора преобразователя волновой энергии Университета Упсалы, метод намотки может быть адаптирован для других конструкций статора.Представленная роботизированная ячейка очень гибкая и хорошо подготовлена для будущей интеграции в интеллектуальную производственную линию. Указана потенциальная экономия средств по сравнению с ручным заводом, что является непосильной задачей. Однако необходима дальнейшая работа для повышения надежности роботизированной ячейки, особенно когда речь идет о предотвращении перекручивания намотки кабеля во время сборки.
Ключевые слова
Кабельная обмотка
Статор в сборе
Роботизированная автоматика
Гибкое производство
Powerformer
Преобразователь волновой энергии
Автор Рекомендованные статьиОпубликовано Elsevier Ltd.
Рекомендованные статьи
Ссылки на статьи
Типичные неисправности и способы их предотвращения
Электродвигатели служат важным компонентом любого объекта. Тем не менее, электродвигатели могут быть подвержены любому количеству проблем, которые приводят к неисправностям и отказам двигателя. Сбои нарушают бизнес-операции, снижают производительность и отрицательно сказываются на результатах компании.
Тем не менее, электродвигатели могут быть подвержены любому количеству проблем, которые приводят к неисправностям и отказам двигателя. Сбои нарушают бизнес-операции, снижают производительность и отрицательно сказываются на результатах компании.
Тем не менее, мониторинг состояния электродвигателей обычно не является приоритетом для большинства организаций.Реактивное и профилактическое обслуживание всегда будет частью вашей деятельности. Тем не менее, важно перейти к программам профилактического обслуживания. Преимущества обнаружения, идентификации и оценки неисправностей электродвигателей заключаются в снижении количества отказов двигателя и времени непредвиденных простоев.
Чтобы обеспечить бесперебойную работу, внедрение программ профилактического обслуживания ведет к прогнозируемому и предписывающему обслуживанию в будущем. Чтобы добраться туда, вы должны понять основные причины отказов двигателя.Крайне важно определить наилучший план действий в случае возникновения сбоя. В рамках программы регулярного технического обслуживания средства диагностики и обслуживания следующего поколения, включающие подключенные инструменты, датчики и программное обеспечение, предлагают лучший способ контроля за состоянием электродвигателя.
В рамках программы регулярного технического обслуживания средства диагностики и обслуживания следующего поколения, включающие подключенные инструменты, датчики и программное обеспечение, предлагают лучший способ контроля за состоянием электродвигателя.
Что вызывает отказы обмотки электродвигателя?
Что вызывает отказ электродвигателей? Неблагоприятные условия эксплуатации — будь то электрические, механические или экологические — могут значительно сократить срок службы электродвигателя.Электромеханическое управление (EASA) приводит множество причин выхода из строя обмотки электродвигателя, в том числе:
- Электрические неисправности прерывают подачу питания на двигатель. Сюда входят отказы однофазных обмоток (соединенных звездой или треугольником), вызванные размыканием из-за перегоревшего предохранителя, разомкнутого контактора, обрыва линии питания или плохого соединения.
- Повреждения изоляции обычно вызваны загрязнением, истиранием, вибрацией или скачками напряжения. Включая обмотку, которая замкнута между фазами или между витками, имеет короткозамкнутую катушку, заземлена на краю паза или в пазе или имеет короткозамкнутое соединение.
- Термический износ изоляции одной фазы обмотки статора. Проблемы с изоляцией могут быть результатом неравного напряжения между фазами из-за несбалансированных нагрузок на источнике питания, плохого соединения на клемме двигателя или контакта с высоким сопротивлением. Также может иметь место термический износ во всех фазах обмотки статора, как правило, из-за требований нагрузки, превышающих номинальные характеристики двигателя, или из-за очень высоких токов в обмотке статора из-за заблокированного ротора. Это также может произойти в результате чрезмерных пусков или реверсов.
- Разболтанность и выход из строя подшипников. Другая распространенная неисправность возникает из-за механического трения, которое может быть результатом ослабления вала двигателя и/или подшипников двигателя. Наиболее распространенными механическими неисправностями являются дисбаланс валов, разболтанность, несоосность и подшипники. Часто эти механические неисправности связаны между собой: дисбаланс вала, ослабление крепления или несоосность, если их не устранить, вызовут повышенные нагрузки на подшипники, что приведет к их быстрому износу.
 Включая обмотку, которая замкнута между фазами или между витками, имеет короткозамкнутую катушку, заземлена на краю паза или в пазе или имеет короткозамкнутое соединение.
Включая обмотку, которая замкнута между фазами или между витками, имеет короткозамкнутую катушку, заземлена на краю паза или в пазе или имеет короткозамкнутое соединение. Часто эти механические неисправности связаны между собой: дисбаланс вала, ослабление крепления или несоосность, если их не устранить, вызовут повышенные нагрузки на подшипники, что приведет к их быстрому износу.
Часто эти механические неисправности связаны между собой: дисбаланс вала, ослабление крепления или несоосность, если их не устранить, вызовут повышенные нагрузки на подшипники, что приведет к их быстрому износу.Техническое обслуживание, диагностика и предотвращение отказов электродвигателей
Промышленность 4.0 и дополненная реальность для отраслевой концепции. Рука держит планшет с приложением обслуживания A / R на экране для определения ремонта деталей машины с помощью холодильного контейнера на заводском фоне. Предоставлено: Adobe Stock Процентные ставки и преимущества надежности и технического обслуживания по состоянию известны уже несколько десятилетий. Только недавно они объединились, чтобы сделать методы профилактической проверки, портативный мониторинг состояния, дистанционное управление и мониторинг, а также компьютеризированную систему управления техническим обслуживанием (CMMS) SaaS доступными и экономически эффективными.Эти инструменты обслуживания и обеспечения надежности следующего поколения поддерживают генерацию, сбор и консолидацию данных от датчиков, инструментов и существующих систем. Они также расширяют возможности удаленного мониторинга с помощью подключенных устройств, включая настольные компьютеры, планшеты или смартфоны.
Они также расширяют возможности удаленного мониторинга с помощью подключенных устройств, включая настольные компьютеры, планшеты или смартфоны.
Преимущества этих программных средств обслуживания включают:
- Облачная CMMS обеспечивает гибкий и простой в использовании метод управления активами, рабочими процессами и составлением отчетов.
- Подключенные инструменты и датчики предлагают всем ключевым заинтересованным сторонам доступ к необходимым им данным. Руководители предприятий, стремящиеся поддерживать работоспособность двигателей, инженеры, которые полагаются на точные данные для мониторинга состояния активов, и менеджеры по техническому обслуживанию, стремящиеся быть на шаг впереди отказов двигателей, могут получить доступ к данным.
- Инструменты интеграции данных и мобильности интегрируют сторонние системы, чтобы связать отделы технического обслуживания объектов с операционными показателями. Сочетание интеграции данных, управления и мобильного доступа дает обслуживающему персоналу и эксплуатационному персоналу возможность сопоставлять информацию об автоматизации процессов с операциями по техническому обслуживанию и учетными записями.

Использование этих инструментов и технологий может дать ключевую информацию о состоянии электродвигателей. Как только основные причины выявлены и поняты, внедрение процедур профилактического обслуживания с помощью диагностических испытаний является лучшим способом устранения неисправностей обмотки электродвигателя.
Диагностика проблем
Чтобы диагностировать проблему, существует три шага в каждой категории, помогающие быстро и эффективно управлять рабочим процессом ремонта:
- Шаг 1: Выполнение анализа видов отказов и последствий для диагностики основной причины проблемы и проверьте машину на наличие проблем с серьезностью неисправности и рекомендацией по ремонту.Вибротестеры следует использовать для выявления механических неисправностей, а анализаторы двигателей – для электрических неисправностей.
Прежде чем вернуть машину в эксплуатацию, выполните быстрый осмотр, чтобы убедиться, что ремонт завершен.
Если вы подозреваете проблему с обмоткой электродвигателя, существуют три категории измерений, которые помогут определить вероятный источник неисправности: электрическая, механическая и тепловая.
Чтобы получить полную картину, оцените вероятные режимы отказа и сопоставьте правильные технологии обслуживания с наиболее вероятным видом отказа.Программное обеспечение для обслуживания и устройства сбора данных, которые интегрируются со сторонними поставщиками решений, идеально подходят для достижения этой цели.
Как проверить проблемы с электродвигателем
Осциллограф ScopeMeter и датчик качества электроэнергии могут помочь в устранении неполадок в приводе. Наши инструменты также могут проверять выходную мощность привода и распределение мощности, выявляя потери энергии и повышая эффективность. Эти инструменты могут оценивать электронные гармоники, искажения и исследования нагрузки.
Тестер двигателя и изоляции обеспечивает безопасную работу, продлевает срок службы электрических систем и двигателей.Это устройство проверяет скорость двигателя, крутящий момент, мощность и КПД, а также проверяет ухудшение изоляции двигателя.
Тепловые проблемы в электродвигателях
Инфракрасные тепловизоры являются лучшей технологией для обнаружения электрических горячих точек в распределительных устройствах и контроллерах двигателей, для процессов экранирования и механических активов. Тепловизоры проверяют неисправные соединения, перегретые подшипники и уровни в резервуарах.
Тепловизоры проверяют неисправные соединения, перегретые подшипники и уровни в резервуарах.
Механические проблемы электродвигателя
Вибрация и инструменты для выравнивания являются лучшей технологией для диагностики механических неисправностей вращающихся машин.Они могут проверить правильность центровки валов, дисбаланс, люфт, несоосность и подшипники.
Владельцы, операторы и менеджеры предприятий могут воспользоваться как интегрированными данными, так и управлением техническим обслуживанием с помощью единой системы. Специалисты по техническому обслуживанию могут экономично внедрить эту технологическую платформу, чтобы с легкостью удовлетворить свои потребности. Используя имеющийся у вас персонал и масштабируясь по мере необходимости, вы можете внедрить систему без дорогостоящей модернизации и крупных инвестиций в ИТ-инфраструктуру.
Использование этих инструментов обеспечивает максимальную гибкость и мощность для управления состоянием обмоток электродвигателей. Поддерживайте все активы вашей организации в рабочем состоянии без простоев.
Поддерживайте все активы вашей организации в рабочем состоянии без простоев.
Компания Fluke Reliability поможет вам найти наилучшее решение проблем с электродвигателями. Свяжитесь с нами, чтобы поговорить со специалистом.
Почему повышение эффективности на 1% так много значит
16-12-2020
Электродвигатели, используемые в новых MG EHS Plug-in Hybrid и MG ZS EV, имеют так называемую «шпильку». Эта передовая технология увеличивает КПД электродвигателя «всего» на 1%.Тем не менее, этот один процент оказывает большое влияние на эффективность, удельную мощность, тепловое сопротивление и характеристики NVH интеллектуальных внедорожников MG. Давайте посмотрим, как это работает.
Электродвигатель электромобиля (PH)EV преобразует электрическую энергию в механическую, заставляя колеса вращаться. Из-за потерь энергии КПД преобразования электродвигателя может достигать 96-97%, что намного выше, чем у двигателей внутреннего сгорания.
Потеря энергии в электродвигателе происходит прежде всего в медной проводке статора.Сборка статора является ключом к определению производительности двигателя. Он состоит из сердечника статора, обмоток, подводящих проводов и изоляционных материалов.
Для оптимизации КПД электродвигателя SIAC Motor – головная компания марки MG – использует так называемую шпильку из медного провода. По сравнению с обмотками из круглого провода, эта технология шпильки увеличивает площадь проводки при тех же условиях.
Чем толще провод и чем меньше сопротивление, тем меньше энергии будет потеряно на тепло провода. А также, поскольку шпильковый двигатель имеет более короткий размер конца обмотки, чем двигатель с круглым проводом, он снижает потери в меди и дополнительно повышает эффективность. Таким образом, электродвигатель потребляет меньше энергии.
Эта технология увеличивает средний КПД электродвигателя более чем на 1% по сравнению с двигателем без шпильки. Действительно, «всего» 1%. Но никогда не недооценивайте 1%, так как это улучшение дает несколько значительных преимуществ. Во-первых, увеличивается площадь зоны максимальной эффективности. Это означает, что вы можете наслаждаться максимальной эффективностью на низких скоростях в городских пробках, а также на высоких скоростях на шоссе.
Действительно, «всего» 1%. Но никогда не недооценивайте 1%, так как это улучшение дает несколько значительных преимуществ. Во-первых, увеличивается площадь зоны максимальной эффективности. Это означает, что вы можете наслаждаться максимальной эффективностью на низких скоростях в городских пробках, а также на высоких скоростях на шоссе.
Во-вторых, этот «1%» относится к средней разнице эффективности двух типов двигателей в условиях WLTP, а шпильковый двигатель на 1,12% выше. Однако разница в эффективности между двумя двигателями ниже среднемирового показателя может составлять 2%.В рабочих точках с низкой скоростью и высоким крутящим моментом разница в КПД может достигать поразительных 10 %.
Кроме того, шпилька двигателя может иметь большее количество обмоток статора. Это означает, что двигатель может выдавать более высокую мощность и крутящий момент при тех же потерях энергии. Электродвигатель коробки передач электропривода EDU второго поколения нового MG EHS Plug-in Hybrid имеет удельную мощность 4,7 кВт/кг. Это рост более чем на 20%. Лишь немногие конкуренты могут сравниться с этим.
Это рост более чем на 20%. Лишь немногие конкуренты могут сравниться с этим.
Кроме того, плоская проволока, используемая в двигателе со шпилькой, имеет более правильную форму и снижает тепловое сопротивление в пазу статора. Он обеспечивает более высокую эффективность теплопередачи, что дополнительно улучшает пиковую мощность и устойчивую производительность.
И последнее, но не менее важное. Поскольку обмотка обеспечивает большую жесткость, сам двигатель обеспечивает лучшую жесткость. В электромагнитной конструкции можно использовать меньший паз, что снижает механический и электромагнитный шум. Благодаря двигателю со шпилькой гибрид MG EHS Plug-in и электромобиль MG ZS EV обеспечивают более высокую способность рассеивания тепла, лучшие характеристики NVH и невероятные ощущения от вождения.
Главным образом потому, что процесс изготовления намотки шпильки очень сложен. Необходимо придать проволоке форму шпильки, прежде чем она будет автоматически вставлена в паз сердечника статора. Затем концы необходимо скрутить и сварить. Поэтому шпильки не могут быть изготовлены вручную. Создание высокоэффективной производственной линии для этих двигателей требует огромных инвестиций.
Необходимо придать проволоке форму шпильки, прежде чем она будет автоматически вставлена в паз сердечника статора. Затем концы необходимо скрутить и сварить. Поэтому шпильки не могут быть изготовлены вручную. Создание высокоэффективной производственной линии для этих двигателей требует огромных инвестиций.
Являясь крупнейшим китайским автомобильным концерном, SAIC Motor начала разработку моторов «Шпилька» еще в 2014 году. В 2017 году компания представила на рынке мотор «Шпилька» первого поколения. Теперь в новых MG EHS Plug-in Hybrid и MG ZS EV уже используется электропривод EDU второго поколения со шпилькой с масляным охлаждением, поэтому клиенты могут воспользоваться одной из самых эффективных технологий электромобилей, доступных на рынке.
Разница между статором и ротором
Сегодня в Linquip мы хотим поговорить о разнице между статором и ротором! Эти две небольшие детали имеют решающее значение почти для всех электродвигателей. Вот почему вы должны знать, чем они отличаются и какие параметры позволяют им работать по-разному. Давайте углубимся в детали.
Вот почему вы должны знать, чем они отличаются и какие параметры позволяют им работать по-разному. Давайте углубимся в детали.
Основное различие между статором и ротором
При сравнении статора и ротора следует принимать во внимание несколько факторов, таких как движение, детали, изоляция, питание, расположение обмотки, потери на трение и т. д. Каждый из этих параметров может влияют на разницу между статором и ротором определенным образом.Мы рассмотрим их одну за другой, чтобы увидеть, чем они отличаются в этих двух частях. Но сначала давайте немного прочитаем о статорах и роторах и узнаем, что они из себя представляют, чтобы полностью понять разницу между статором и ротором.
Что такое статор?
Основное различие между статором и ротором заключается в том, что статор считается статической частью двигателя. Статор состоит из корпуса, обмотки и статического сердечника. Корпус или рама статора изготовлены из алюминия, хотя это только для двигателей мощностью до 22 кВт. Этот материал изменяется для двигателей с более высокой выходной мощностью. В этих случаях корпус должен быть изготовлен из чугуна. Корпус удерживает все детали внутри. Статор содержит тонкие и многослойные пластины. Эти пластины намотаны изолированным проводом, и сердечник статора содержит много (почти сотни) таких пластин.
Этот материал изменяется для двигателей с более высокой выходной мощностью. В этих случаях корпус должен быть изготовлен из чугуна. Корпус удерживает все детали внутри. Статор содержит тонкие и многослойные пластины. Эти пластины намотаны изолированным проводом, и сердечник статора содержит много (почти сотни) таких пластин.
Статор создает вращающееся магнитное поле, а его сердечник, изготовленный из высококачественной штампованной кремнистой стали, отвечает за защиту и поддержку трехфазной обмотки.При подаче переменного или переменного тока полярность обмотки статора меняется. Это приводит к вращению магнитного поля статора.
Доступность статоров хороша, поскольку они имеют различную конструкцию, что позволяет им работать с различными частотами, выходами и напряжениями. Вы можете легко выбрать тот, который соответствует вашим потребностям и идеально подходит для желаемого применения.
Что такое ротор?
Итак, чтобы узнать разницу между статором и ротором, мы должны также узнать о роторах. Роторы представляют собой вращающуюся часть двигателя. Он содержит сердечник и обмотку. Источник постоянного тока запускает обмотку ротора. Ротор является сердцем статора. Статор использует трехфазное питание для создания вращающегося магнитного поля. Роторы бывают разных типов, в том числе с короткозамкнутым ротором и с фазовой обмоткой.
Роторы представляют собой вращающуюся часть двигателя. Он содержит сердечник и обмотку. Источник постоянного тока запускает обмотку ротора. Ротор является сердцем статора. Статор использует трехфазное питание для создания вращающегося магнитного поля. Роторы бывают разных типов, в том числе с короткозамкнутым ротором и с фазовой обмоткой.
Ротор, как и статор, изготовлен из ламинированных пакетов. Но в отличие от статора пакет пластин ротора заполнен силуминовыми или алюминиевыми стержнями. С другой стороны статор заполнен медной проволокой.Стержни в роторе действуют как необходимые проводники.
Когда ротор не движется, в них включается электромагнитная сила за счет явления электромагнитной индукции. Когда движущееся магнитное поле статора пересекает проводящие стержни ротора, возникает ток. Произведенный ток циркулирует через стержни статора. В результате вокруг каждого стержня создаются магнитные поля. С изменением магнитного поля вокруг стержней статора меняется и поле в роторе. Этот процесс и взаимодействие заставляют ротор двигаться.
Этот процесс и взаимодействие заставляют ротор двигаться.
Теперь давайте пройдемся по параметрам, разделяющим роторы и статоры, чтобы понять, чем они отличаются.
Движение
Наиболее очевидная разница между статором и ротором заключается в их движении. Пока ротор вращается внутри двигателя и рассматривается как вращающаяся часть, статор неподвижен и не движется.
Запчасти
Другое различие между этими двумя заключается в их частях.Статор имеет раму, поддерживающую сердечник и его обмотку. Статор имеет трехфазную обмотку, расположенную внутри корпуса. Вращающееся магнитное поле статора переносится сердечником. Важным моментом в роторе здесь является то, что он расположен внутри сердечника статора! Ротор также содержит обмотку и сердечник.
Изоляция
Другим параметром, который следует учитывать при сравнении статора и ротора, является изоляция.Статор имеет тяжелую изоляцию. Это при том, что ротор имеет низкую изоляцию.
Это при том, что ротор имеет низкую изоляцию.
Питание
Ротор питается постоянным током. Статор, с другой стороны, имеет трехфазное питание. Трехфазное питание может выдержать более высокую нагрузку.
Определение
Да, они различаются и по определению! Определение этих двоих заключается в их стиле движения. В то время как ротор является вращающейся частью двигателя, статор считается неподвижной частью машины.
Потери на трение
Другое различие между статором и ротором заключается в их параметре потерь на трение. Потери на трение зависят от конструкции детали. Потери на трение статора высокие. Это при том, что ротор имеет низкие потери на трение.
Схема обмотки
Схема обмотки между ротором и статором отличается сложностью схемы обмотки статора. С другой стороны, роторы имеют простое устройство.
Размер
Размер обмотки статора большой, так как она пропускает большой ток.